Как быстро оценить ситуацию и принять оптимальное решение, чтобы не останавливать конвейер и не снижать такт при производстве автомобилей? Ситуация меняется за считанные минуты, а бывает и секунды, когда речь идет о передовом японском автомобильном концерне. Получение оперативной информации с производственных участков — основа эффективного управления автомобильным производством. Один малейший сбой в рабочем механизме способен остановить конвейерную сборку и снизить выпуск до нескольких единиц готовой продукции в смену.
Поэтому, понимание местонахождения кузова в каждый момент времени, несмотря на его постоянное перемещение по производственным участкам, позволит сократить время на поиск и устранение проблем с конкретным автомобилем.
CCR (Control Center Room) — центральный штаб управления автомобильного производства. Вся оперативная информация стекается сюда. Именно здесь принимаются стратегические решения по управлению ситуацией на всех участках конвейерной сборке производственной площадки. Общая площадь производственных помещений составляет 7 Га.
Все внимание CCR сконцентрировано на доске контроля с расположенными на ней чипами. Каждый чип это шасси со своим уникальным номером. Доска контроля отражает текущую ситуацию конвейера. Чипы на доске должны перемещаться в такт с перемещением кузовов на линии сборки. За перемещение чипов на доске контроля отвечают 2 человека (чипмейкеры), которые собирают оперативную ситуацию по всем участкам производства.
Проблема
Чтобы собрать актуальную информацию по производству и перенести ее на доску контроля, расположенную в CCR необходимо 20 минут. Получается, что информация, отображаемая на доске контроля всегда отстает на 20 минут и никогда не бывает актуальной. А значит, что решения CCR не являются эффективными на 100%.
За 20 минут конвейер выпускает от 4 до 8 готовых автомобилей, а это значит, что чипы на доске контроля расположены на одном участке, а по факту шасси уже могут находиться совсем на другом участке.
При принятии ответственных решений могут допускаться ошибки. Конвейер часто останавливается и уходит в простой. Дорогие секунды, а порой и минуты теряются. Эффективность управления низкая. Простои приводят к снижению выпуска готовой продукции.
Задача
CCR должна получать актуальные данные в режиме онлайн. Данные должны быть наглядными и понятными, должны позволять принимать ответственные решения мгновенно. При отображении данных не должно быть задержек.
Решение
Решение задачи не должно быть дорогим. Автоматизировать сбор данных со всего производства могло потребовать достаточно больших капиталовложений. В контрольных точках, являющимися переходами от одного участка к другому, были установлены терминалы с подключенными сканерами штрих-кода для осуществления прослеживаемости передвижения кузовов. Перемещения в буферные зоны и перемещения на следующий участок осуществляются через интерфейс терминалов.
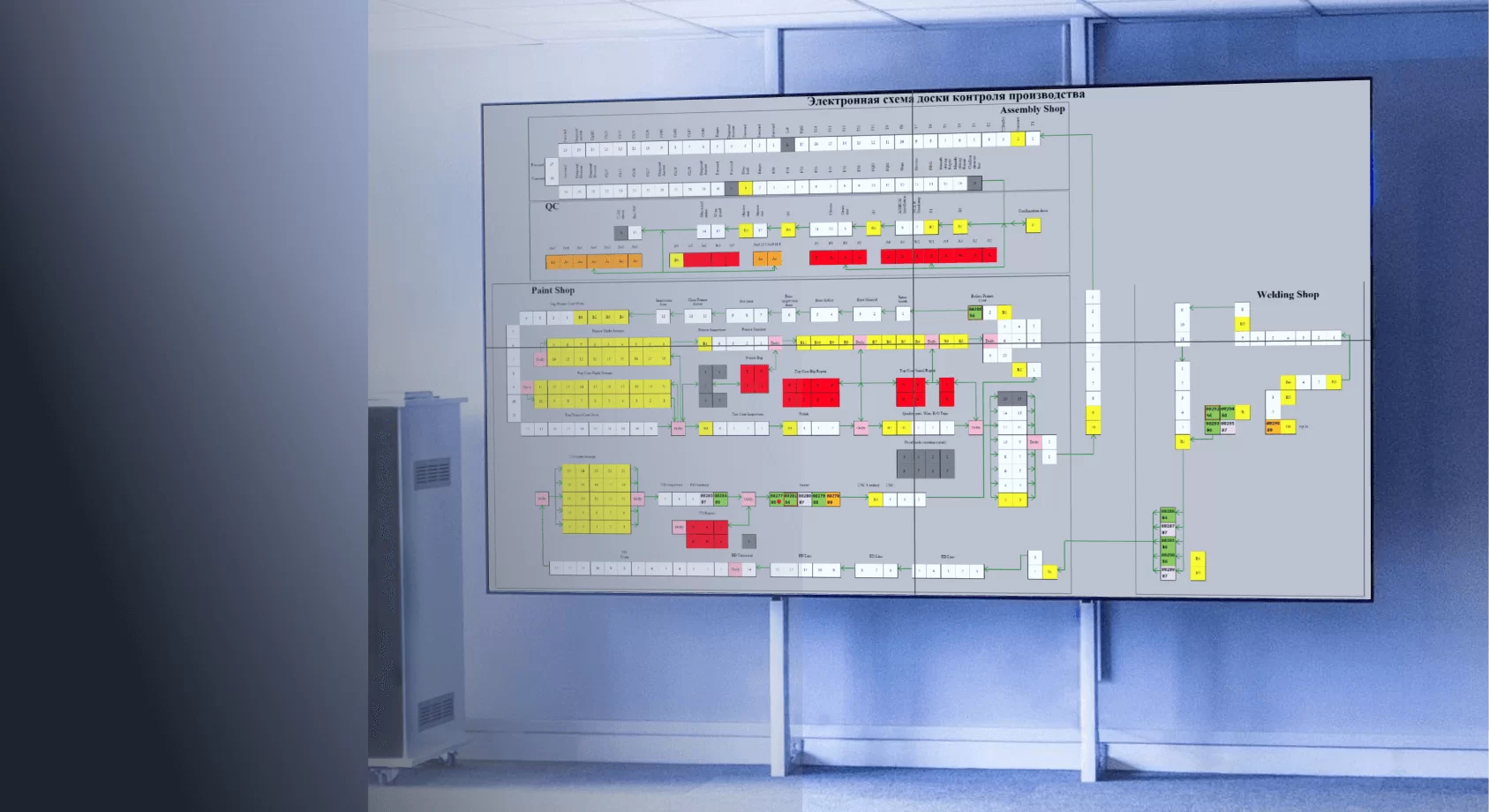
Вся информация в режиме онлайн консолидируется на сервере и отображается на электронной схеме доски контроля производства Chipboard. Обновление осуществляется 1 раз в 5 секунд, что позволяет с одной стороны не нагружать сервер, а с другой получать оперативную обстановку.
Доска контроля - это электронное табло составленное из 4-х промышленных ТВ панелей 55 дюймов. Все производство как на ладони. Чипы двигаются по виртуальному конвейеру отражая реальную ситуацию на производстве.
Теперь доска контроля - это электронное табло составленное из 4-х промышленных ТВ панелей 55 дюймов. Все производство как на ладони. Чипы двигаются по виртуальному конвейеру отражая реальную ситуацию на производстве.
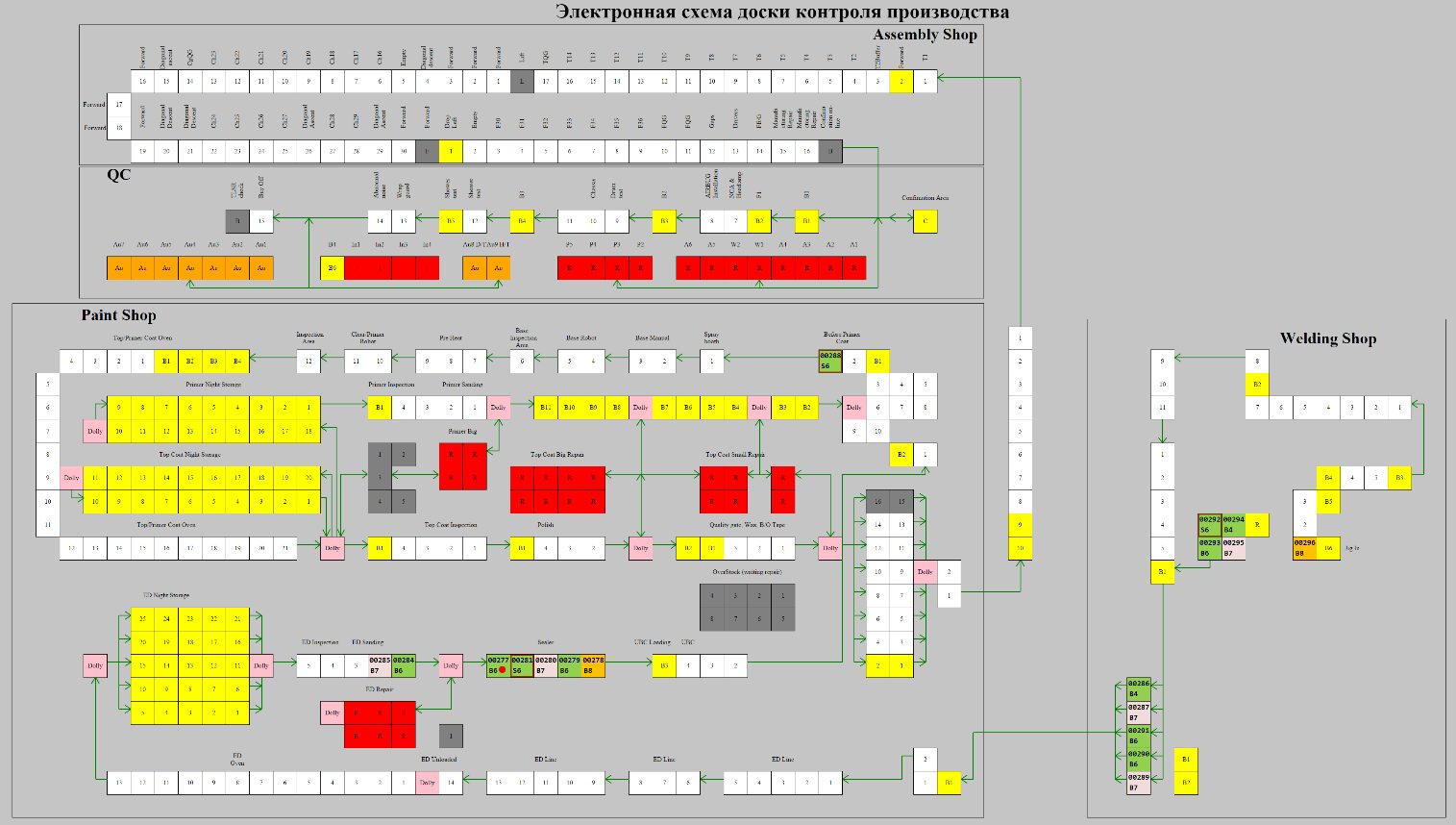
Электронная доска контроля производства Панели сенсорные и кликнув на любом из чипов можно получить полноценную информацию о комплектации будущего автомобиля, его vin-номер и др.
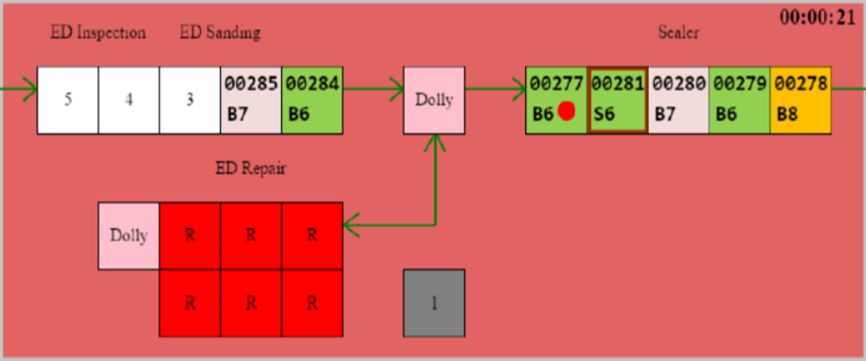
Если на каком то из участков конвейер остановлен по какой то из причин, то весь участок подсвечивается красным на электронной доске контроля. Сразу становится понятно, где сейчас проблема. Это позволяет сотрудникам быстро реагировать на ситуацию.
Доска контроля
Доска контроля производства визуализирует схему движения кузовов по производственным участкам на основе данных, собранных с терминалов системы Factory Tracking и системы Андон (FBS и Assembly Line):
Jig In
Shell Off
Paint in
ED Inspection
Spray Booth
Top Primer Oven
Primer Inspection
Polishing
Big Repair
CBS In
На доске контроля производства отображаются следующие элементы:
Статические элементы (надписи с названиями участков или ячеек, технологические стрелки направления движения, линии границ участков, ячейки для обозначения мест расположения кузовов)
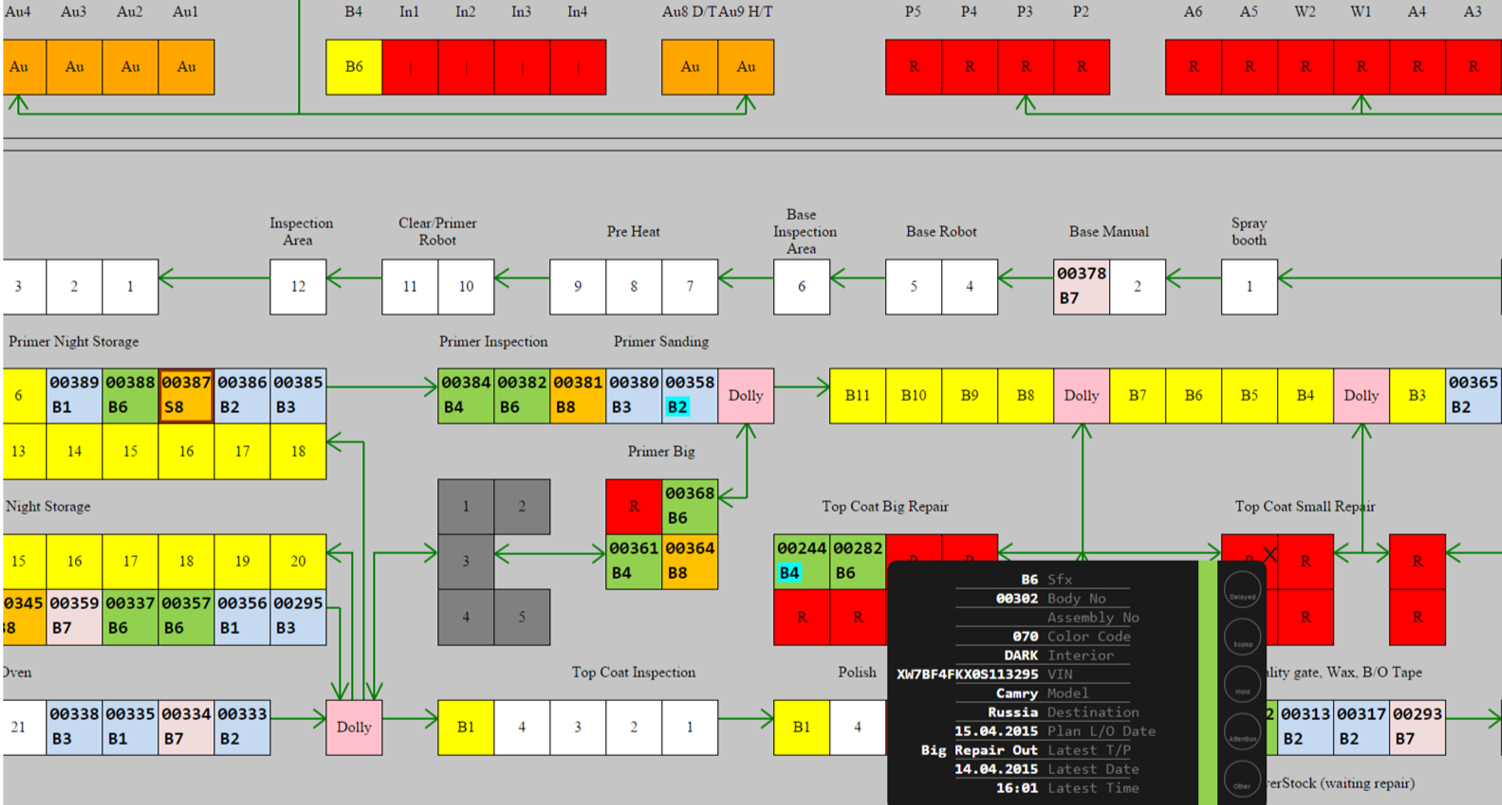
Карточка кузова с цветовым отображением комплектации, Body номера, суффикса и других свойств кузова
Чип – карта с подробным отображением информации по кузову
Время и область простаивающей зоны терминала системы Paint Tracking
Статические элементы
Разработали схему со множеством элементов. Надписи с названиями участков и ячеек, технологические стрелки направления движения, линии границ участков, ячейки обозначающие места расположения кузовов позволяют отобразить всё производство.
Схема с отображением производства
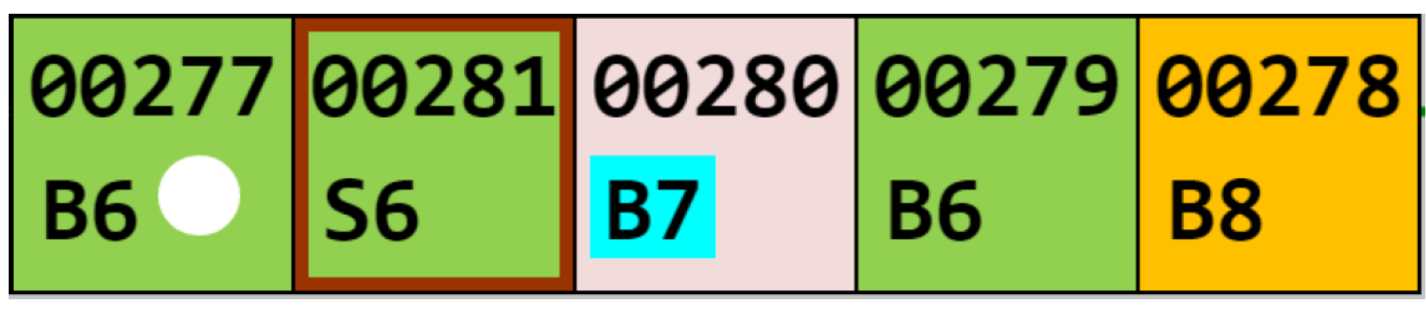
Карточка кузова
Карточка кузова перемещается по ячейкам электронной доски контроля производства в соответствии с заведенными в систему Factory Tracking данными. Карточка кузова отображает информацию по кузову, а именно:
Цифровое отображение Body номера (5 цифр)
Цифровое отображение суффикса (2 символа)
Цветовое отображение свойства KATASHIKA (цвет фона)
Отображение свойства Interior
Отображение состояния кузова
Карточка кузова Цвет кружка
Delay Красный
Scrap Розовый
Hold Зеленый
Attention Синий
Other Белый
При одновременном наличии нескольких состояний кружок в карточке кузова будет иметь переменный цвет.
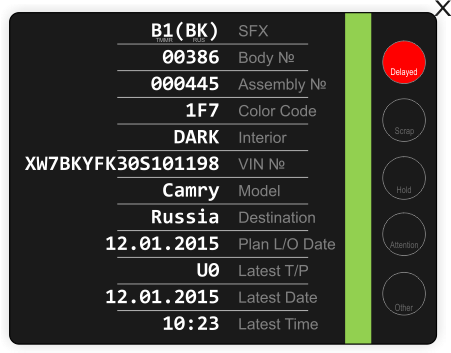
Чип
Электронная карточка с Body-номером будущего автомобиля имеет тот же цвет, что и кузов. В углу чипа расположен индикатор цвета салона. Электронный карточка кузова При клике на чипе можно получить дополнительную информацию о vin-номере, номер комплектации, коды цветов, и внутренние номера.
Для отображения более подробной информации по кузову можно использовать всплывающее окно с чипом. Для вызова окна с чипом нужно кликнуть на нужной карточке с кузовом.
На чипе отображается следующая информация:
Суффикс (2 символа)
Body номер (5 цифр)
Assembly номер (6 цифр) – появляется после попадания кузова в FBS
Код цвета (3 символа)
Цвет интерьера
Vin номер
Наименование модели
Страна назначения
Планируемая дата производства
Название последней пройденной точки
Дата и время последней регистрации кузова в системе
Отображение состояния кузова
Время и область простаивающей зоны терминала
Для привлечения внимания ответственных специалистов, схема разделена на зоны. В случае возникновения сбоев в работе, область простаивающей зоны подсвечивается красным цветом. В правом верхнем углу отображается время простоя с момента сбоя.
Простаивающий участок (зона) с таймером времени простоя
Терминалы
Всего 10 участков и на каждом расположен свой терминал, который управляет перемещениями кузовов внутри участка. Кузов двигается по основному маршруту с определенным тактом. Мастер участка может менять кузова местами, либо перемещать их в буферные зоны при необходимости.
Сотрудники в CCR имеют доступ к любому из терминалов, расположенных на производстве и могут перераспределять кузова на конвейере, править необходимую информацию и т.д.
При работе с системой Factory Tracking операторы отмечают режим работы терминала «Работа – Стоп». В случае, если терминал находится в режиме работы «Стоп», это будет отражено на электронной доске контроля производства, а именно: зона ответственности терминала будет выделена красной заливкой и будет отображено время простоя.
На терминалах, также реализован функционал:
авторизации пользователя
старта новой смены
печати сопроводительных документов
печати сменных отчетов
Ролевая модель
В системе реализован модуль пользователи и роли. Каждому пользователю присваивается своя роль в системе.
Правами доступа определяются функциональные возможности пользователей в системе. В системе реализован очень гибкий механизм настроек доступа.
Отчеты
В системе реализована выгрузка ежедневных отчетов в excel как по отдельно выбранному участку, так и по всему производству.
Что это дало
Внедрение системы позволило не только автоматизировать процесс актуализации отображения состояния производства, но и позволило получить возможность дистанционно управлять процессами на участках.
До внедрения системы приходилось решать проблемы непосредственно на участках. Теперь руководить процессом можно удаленно.
Руководитель может всегда авторизоваться на нужном терминале и посмотреть более детально о том, что происходит на участке.
Реализованная система - это живой слепок конвейерного производства с обновлением данных в режиме онлайн.
Сокращение времени реакции персонала на проблемы привело к сокращению простоев конвейера и позволило увеличить выпуск за смену.